Hallo zusammen,
ich habe ein Problem mit meinem Anycubic i3 Mega: Der Drucker startet normal und druckt eine Weile ganz problemlos, aber dann hält er plötzlich mitten im Druck an. Dabei bleibt die Düse an der Stelle stehen, die Lüfter laufen weiter, aber das gesamte System friert ein und reagiert nicht mehr.
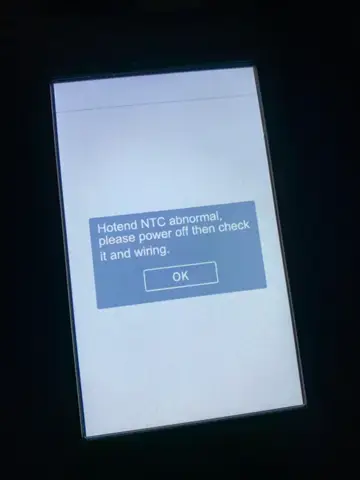
Auf dem Display steht nichts mehr, außer “Hotend Over”. Die Temperaturen werden zwar noch normal angezeigt, aber in Wirklichkeit kühlt das Hotend ab. Der Drucker bleibt komplett hängen und lässt sich nur durch einen Neustart wieder “beleben”.
💡 Wichtige Infos zu meinem Setup:
• Ich habe sowohl über USB vom Laptop als auch per SD-Karte gedruckt – beides führt zum gleichen Problem.
• Die Verbindung zum Laptop bleibt aktiv, Cura zeigt an, dass der Druck noch läuft.
• Die Temperaturanzeige friert ein, aber in Wirklichkeit kühlt das Hotend ab.
• Ich habe bereits das Hotend komplett getauscht, aber das Problem bleibt bestehen.
• Ich nutze die originale Firmware, keine Mods oder Änderungen.
• Neustart des Druckers hilft nicht, da der Druck dann wieder von vorne beginnt.
🔎 Was ich schon ausprobiert habe:
✔️ Anderes USB-Kabel & anderer USB-Port → Problem bleibt.
✔️ Druck über SD-Karte statt USB → Genau das gleiche Problem.
✔️ Laptop bleibt aktiv, keine Energiesparmodi → Kein Einfluss.
✔️ Endstop-Status getestet (M119) → Keine falsche Auslösung.
✔️ Filament-Sensor überprüft → Problem tritt auch ohne Filamentsensor auf.
✔️ Hotend komplett getauscht → Problem bleibt.
Hat jemand eine Idee, woran das liegen könnte? Ich wäre sehr dankbar für Tipps! 😊