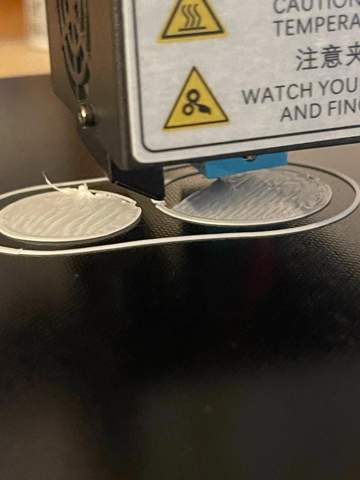
Plötzlich Wellen im 3-D Druck in der ersten Schicht?
Hallo, wie auf dem Bild zu sehen, macht der Drucker (Anycubic Mega X) Wellen. Hierbei wird mit PLA gedruckt, welches Trocken ist (Frisch aus der Vakuum Packung) und auch Qualitativ recht Hochwertiges Filament? (Redline Filament)
Nun frage ich mich, was ich falsch mache. Ich habe diesen Drucker seit 1 nem Monat und dieses Problem habe ich gestern zum ersten mal gesehen.. Vielleicht habe ich in Cura irgendwas verstellt, das kann ich nicht genau sagen... Aber woran liegt dies?
3 Antworten
Probier mal einfach ein bischen aus, die Papierdicke ist nicht immer gleich der optimale Düsenabstand, wenn du Probleme mit der Haftung hast würde ich die Druckplatte immer wider mit Isopropanol reinigen (mache ich selbst, lohnt sich).
Reinige mal vieleicht deine Düse, mit ein bischen Haushaltspapier. Einfach aufheizen und abwischen.
Hi, also das Filament würde ich auch ausschließen, wenn du es definitiv trocken hast. Ich extrudiere meinen Müll selbst zu Filament und die Drucker machen schon ordentliche Qualitätsschwankungen mit! :D
Das das Filament am Anfang so „aufreißt“ hatte ich letztens auch erst gehabt und es hat mich fast zum verzweifeln gebracht. Bei mir war am Ende die Nozzle beschädigt, weil ich zeitweise recht tief gelevelt hatte und ich sie mir so angekratzt habe.
Kommt das Filament bei dir denn gleichmäßig raus? Wenn es sich regelrecht kräuselt, kann das schon ein Hinweis sein.
Wegschwebt,…also es haftet so gar nicht? PLA ist eigentlich recht unkompliziert, da es kaum Schrumpfung hat, wenn es Auskühlt. Das kann man teilweise auch gut ohne Heatbed drucken, nur bekommt man es dann kaum ab :D
Welche Temperaturen ich fahre, kann ich dir pauschal gar nicht sagen, ich drucke in der Regel von Zeit zu Zeit und von Hersteller zu Hersteller mal einen Heattower (dauert 40 min oder so) und notiere mir dann die, meiner Meinung nach, optimale Temperatur. Bei dem Zeug was ich selbst verwurste ist zum Beispiel ein merkbarer Unterschied von Schwarz zu Weiß. Das liegt zum Teil einfach an der Menge Farbbatch (so was wie Abtönfarbe für Kunststoffe) die drinnen ist, zum anderen kann es von Werk aus unterschiedliche MFI Werte (Viskosität) haben als andere. Deswegen mach immer mal wieder einen Tower. Den kannst du auf Thingeverse zu Haufe runterladen. PLA mache ich bei 85% der Fälle auf 200°C Extemp zu 50°C Bedtemp.
Höher eigentlich nur bei transparenten PLA, leuchtenden PLA oder bei manchen Seidenglanzgedöns. Das sprödere Zeug einfach. Bei PET bin ich genau in der Herstellerangabe, und TPU hat mir alles versaut, weil falsche Einstellungen, dann wurde ich mad und hab die Rolle in den Müll gefeuert. Seither keine Berührungspunkte mehr damit gehabt.
Ich würde die distanz von der Düse zum Heatbed ein bisschen erhöhen und die esteps kalibrieren.
Vielen Dank für deine Antwort!
Mit erhöhen meinst du das Bett quasi nach unten Levveln korrekt? Also es kann durch aus sein, dass die Düse zu nah ist, mit Papier drunter kann ich das Papier noch mit Moderatem Druck bewegen.
Ich habe es vorhin näher an die Düse dran gelevvelt, weil ich auch folgenden fehler hatte: Er druckt die erste Linie und das Filament "schwebt" direkt weg, also ich habe den abstand angeschaut, er druckt es erst Drauf, dann wenn er aber retracted und zur nächsten Linie geht, löst sich die erste Linie teilweise einfach wieder... Bett Temperatur 60Grad, PLA Extruder Temp: 210Grad...
Passt dies zu deinem Bild und soll ich tatsächlich den Düsenabstand noch erhöhen?
Vielen dank erstmal für deine Antwort!
Ja das Filament kommt sehr gleichmäßig heraus. Ich habe auch teilweise das Gefühl dass das Filament wegschwebt...
Just Curios:
In welchen Temperaturen druckst du PLA, PETG und TPU?