Wie ein besseres 3D-Druck Ergebnis erzielen?
Hallo,
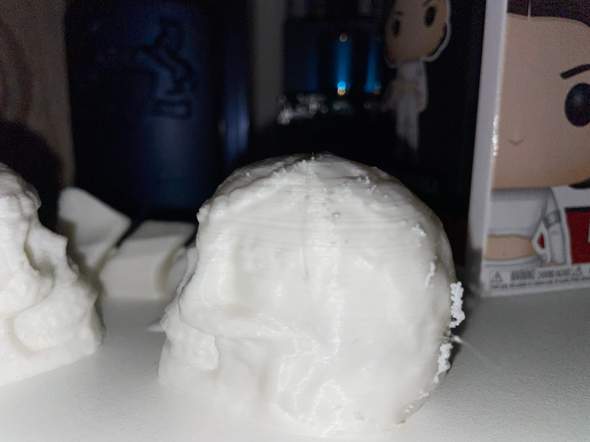
ich habe mir schon vor knapp 1,5 Jahren einen 3D Drucker (Anycubi i3 Mega S) geholt und kam erst vor ein paar Tagen da zu ihn zu nutzen. Ich habe auch schon ein paar einfache Drucke gemacht mit PLA-Filament (von „Giant Arm“ in der Farbe Weiß). Soweit bin ich auch ganz zufrieden, nur sind manchmal so kleine „Pickel“ bzw. Unebenheiten auf den Objekten (siehe Bilder). Ich weiß man kann das auch wegschleifen o. ähnliches aber dann merkt man das es auf der Oberfläche etwas rau wird.
Was kann man dagegen machen bzw. woran könnte das liegen ?
- am Filament (z.B. anderen Hersteller versuchen )?
- am Drucker an sich, kann dieser nicht so fein und „sauber“ drucken?
- oder den Druckeinstellungen (Druckauflösung bzw. Schichtdicke? > Ich drucke aktuell mit 0,2 mm)
*Als Software nutze ich aktuell Ultimate Cura und nutze Vorlagen von Thingiverse.
Falls ihr Tipps habt und helfen könntet oder einen Filamenthersteller empfehlen könntet wäre ich euch sehr dankbar (:

3 Antworten
Solche Probleme treten ziemlich häufig auf und können verschiedene Ursachen haben.
- viele Kunststoffe sind hygroskopisch, d.h. sie sind anfällig für Feuchtigkeit. Gerade wenn das Filament schon länger "offen" oder nicht richtig gelagert oder getrocknet wurde, kommt es zum "verkochen" des Wassers und bildet kleine Unebenheiten an der Oberfläche.
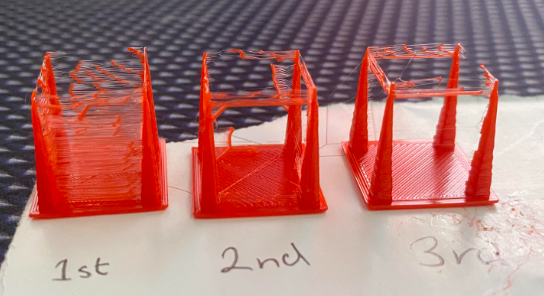
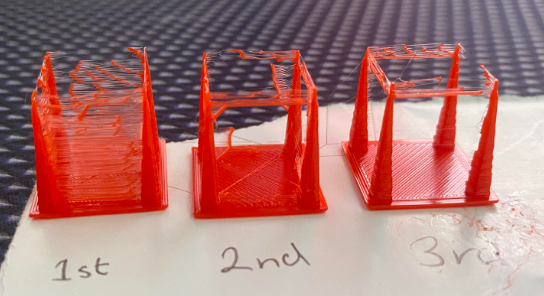
- Retraction Settings. Im Druck setzt der Druckkopf mehrfach um, bzw. neu an. Damit das Filament nicht weiter aufschmilzt, wird es vom Extruder aus dem Schmelzbereich er Düse zurückgezogen und anschließend wieder zugeführt. Ein recht eindeutiger Hinweis auf falsche Retraction ist diese Spinnennetzbilung, wenn man z.B. einen Kalibrierturm druckt. Bei diesem Parameter kannst du auf die Geschwindigkeit und die zurückgezogene Länge Einfluss nehmen. Diese unterscheidet sich auch je nachdem, ob du einen Direct-Drive Extruder, oder einen Bowden Extruder nutzt. Im Worst-Case hängen eben ganze Würstchen an der Nozzle, wenn die Düse wieder ansetzt --> unschöne Oberflächen
3.Wenn die Oberfläche unschön ist, dann kannst du im allgemeinen immer das Modell von unten betrachten, bei der ersten Schicht kann man recht einfach die Qualität der Extrusion sehen, d.h. wie viel Filament fördert der Drucker tatsächlich im Vergleich zu dem was er berechnet. Heißt: Der Drucker fährt 10cm, will 10cm Filament fördern, der Extruder fördert aber mehr oder weniger (weil nicht kalibriert). Das resultiert in überschüssigem oder fehlendem Material. Solltest du mal eine Bohrung drucken, dann fällt das dort besonders auf.
Auch Temperatur, Geschwindigkeit und Kühlung haben einen Einfluss. Bei 210°, 60mm/s und voller Kühlung sollte man bei PLA passable Ergebnisse bekommen. Generell: Wenn man keinen Bambulab oder Prusa hat, sondern an einfacheren Druckern lernt (was sehr gut ist), dann ist das ein Prozess. Ich hoffe dir vergeht nicht der Spaß & viel Erfolg!
EDIT: Wenn die Pünktchen NICHT an den Nähten auftreten (also da wo der Drucker absetzt), dann ist das meistens wirklich ein Kriterium für nasses Filament. Einfach bei 50° mal 3-12h in den Ofen packen.
Danke für die Info. Punkt 1. könnte bei mir ein Grund sein. Denn das Filament lag 1 Jahr auf dem Filamenthalter in der Garage. Und Punkt 2. trifft auch meist immer zu, da sich kleine Fäden in den Zwischenhöhlen und am Objekt selbst bilden.
Auch ungeeignete EInstellung im Slicer können so was produzieren.
Ich hatte so etwas bei einem Flugmodell-Rumpf. Der sah aus, als wäre er mit Braille beschriftet (Blindenschrift). Diese "Pickel" konnte ich aber in Cura auch sehen, wo sie her kamen.
Es war eine Einstellung, die "Lücken füllen sollte", dabei wurden Lücken gefüllt zwischen Schichten, die durchaus dicht genug zusammen waren, so dass sie zusammenklebten. Es waren nur ganz marginale Punkte, und das waren dann die Pickel. Funktion weggemacht, und schon waren die Pickel weg.
Ist leider was lange her, daher finde ich das jetzt so auf Anhieb nicht.
Wenn du bereits längere Zeit nicht gedruckt oder noch gar nicht gedruckt hast seit du den Drucker hast würde ich folgende Sachen durchführen. Von relativ einfach bis etwas umständlich:
- Im Slicer würde ich am Anfang mal das Standardprofil hernehmen um eine Baseline zu bekommen. Lade dir das Plugin Calibration Shapes in Cura runter. Füge einen PLA Temp Tower ein. Gehe dann unter Extantions/Post Processing und wähle dann Temp Fan Tower aus. Hier ein Video dazu. Das hilft dir die ideale Drucktemperatur für dein Filament herauszufinden. https://www.youtube.com/watch?v=5mp2vCZ2iFc
- Du kannst mit den Calibration Shapes auch andere Calibrierungstürme drucken welche dir jeweils andere Sachen über deinen Drucker verraten. Klick dich da mal durch.
- Dein Filament kann auch feucht sein. Da man oft keinen Filamenttrockner hat, kann man auch seinen 3D Drucker dazu benutzen. Ich nehme mir die Schachtel in der das Filament drinnen war und steche so 6-9 Löcher in den Deckel. Dann gebe ich das Filament auf das Druckbett des Druckers und stelle die Temperatur des Druckbetts auf ca 70°C und stülpe die Schachtel über das Filament. Durch die Schlitze von unten kann kühle Luft rein und die feuchte warme Luft entwecht oben durch die selbst gemachten Löcher. Nach so 7 Stunden wäre das Filament trocken genug (falls es wirklich feucht war).
- Deine Druckgeschwindigkeit ist entweder zu hoch oder zu niedrig. Oftmals gibt der Hersteller des Filaments auf der Verpackung an wie schnell gedruckt werden kann mit dem Filament. (Wo wir wieder bei den Calibration Shapes wären).
- Die Riemen welche das Druckbett bzw. das Hotend bewegen sind zu stramm oder zu lasch angezogen. Da musst du schauen was das optimale bei deinem Drucker sein sollte.
- Im Slicer gibt es auch einen Punkt mit "Retraction" je nachdem wie dein Drucker aufgebaut ist gibt es auch hier andere Werte und diese können auch von Filament zu Filament unterschiedlich sein.
Danke für die ausführliche Info. Ich werde davon mal einiges ausprobieren (: