CNC-Befehl zum Werkzeug wechseln
Hi.
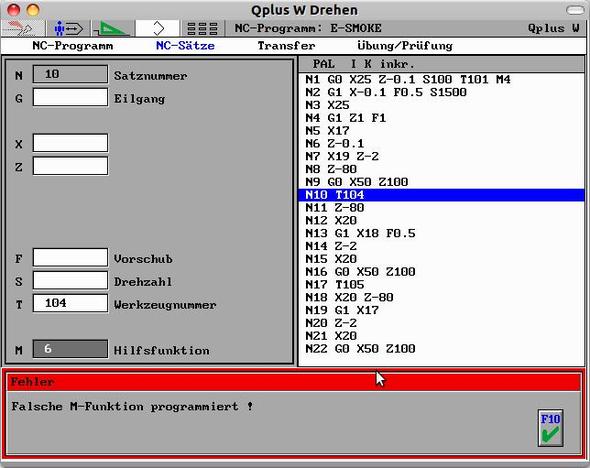
Habe da ein Problem im CNC. Und zwar möchte ich in einem Programm einen Werkzeugwechsel durchführen. Soweit ich mich erinnere und was mit Google auch bestätigte ist der Befehl hierfür "M06". Wenn ich diesen Befehl im CNC-Programm eingebe erhalte ich aber einen Fehler.
Hier einmal der Code:
N01 G0 X25 Z-0.1 S100 M4
N02 G1 X-0.1 F0.5 S1500
N03 X25
N04 G1 Z1 F1
N05 X17
N06 Z-0.1
N07 X19 Z-2
N08 Z-80
N09 G0 X50 Z100
N10 T104 (M06)
N11 Z-80
N12 X20
N13 G1 X18 G0.5
N14 Z-2
N15 X20
N16 G0 X50 Z100
N17 T105 (M06)
N18 X20 Z-80
N19 G1 X17
N20 Z-2
N21 X20
N22 G0 X50 Z100
Im Anhang auch die Fehlermeldung.
Hoffe hier kann mir jemand helfen das Problem zu lösen...
MfG
JT
3 Antworten
HAAS-maschinen müssen zum manuellen Werkzeugwechsel in den "MDI"-modus gebracht werden(Manuell Data Input). Im laufenden Programm ist bei FANUC Mackro-soweit ich mich erinnere-kein M-Befehl dafür nötig.
PAL:
G14
H0 X&Z gleichzeitig
H1 X zuerst
H2 Z zuerst
Beispiel:
N33 G14 H2
ich glaube(wennich mich richtig erinner, ist schon a zeit her^^) muss das m06 vor dem t105 stehen...und vorher den WWP anfahren und Spindel aus..dann m06 t105 spindel einundweiter gehts ^^
probiers mal in der simulation
Habs gefunden... da gibts in dem Simulations-Programm eine Funktion für ein neues Werkzeug -.-
war das die g17 funktion ? bei maho fräsen ist das so würd mich mal interessieren ^^
Hallo pokerpro.
Ich habe das mal versucht. Als kleine Hinweis für weitere Helfer: Die M06-Befehle die ich in Klammern geschrieben habe sind nicht im Programm. Ich bekomme den Befehl ja nichtmal rein.
Habe nun auch versucht vor dem Tool-Befehl M06 einzutragen. Auch da erhalte ich den Fehler wie im Anhang.
Bei mir ist's auch ein paar Jährchen her. Mein Bruder und ich hatten aber eine Grandiose Idee und versuche nun anhand des CNC-Programms was ich noch aus meiner Ausbildung habe ein Programm dafür zu schreiben.
War aber eine gute Idee.
Gruß
JT