Thema:Bohren, Gewindeschneiden?
Hi
Kann mir jemand bei der Aufgabe helfen.
Mein Lehrer hat mit für die Seite die vollenden Seiten im Fachkundebuch gezeigt doch ich finde nichts dazu.
Kann mir jemand helfen.


3 Antworten
- ist die frage nicht beantwortbar da der bohrdurchmesser vom herstellungsverfahren abhaengt - mit satz handgewindebohrer, maschinengewindebohrer oder gewindedruecker
- wird eine bohrung professioneller weise niemals aufgebohrt sondern IMMER ins volle material gebohrt!
typische bemerkung von denjenigen bei denen es zu sonst nichts reicht
Eigentlich schon hatte in der Prüfung eine 2 in Deutsch. Kann nichts dafür war die Autokorrektur. Nächstes mal lieber nicht so schnell Vorurteilen wenn du mich nicht kennst.
Du warst auch nicht gemeint Marco, siehst du? Das kommt von sowas, auch das schrieb der andere Fuchs :)
Achso dann möchte ich mich dafür Entschuldigen
Faustregel bei metrischen Gewinden:
Nenndurchmesser_des__Gewindes - Steigung = Kerndurchmesser
also bei M16:
16 hat 2mm Steigung:
16-2 = 14 mm Kernloch
Bei Edelstahlsorten wie zum Beispiel 1.4301 oder 1.4305 etwas mehr, da Gewindebohrer immer auch etwas das Gewinde Formen.
Sofern das Gewinde geschnitten, nicht geformt wird.
Bei einer Schnittgeschwindigkeit von 26 m/min hast du etwa 590 U/min an Drehzahl
Wenn man vorbohrt, wird die Wirkung der Querschneide auser Kraft gesetzt, da die meiste Kraft beim Vorschub von der Querschneide verbraucht wird. Zudem verringert sich die Möglichkeit bei einer Querschneide die außer Mitte ist, das zu groß gebohrt wird.
Zudem sollte dann ein Gewindebohrersatz genommen werden, da bei einem Maschinengewindebohrer die auftretenden Kräfte zu groß sind und eventuell die Gefahr Werkzeugbruch besteht.
Bei der Bohrmaschine also die mit Drehzahl 550 nehmen. Bei 26m/min dürfte es sich um unlegierten Baustahl handeln. Frühere Bezeichnung ST37k
die heutige ist s235jr.
Da ist 750 U/min viel zu schnell.
Wenn ein Hartmetallboher werwendet werden würde, dann dürftest du nicht vorbohren, bei HSS ja.
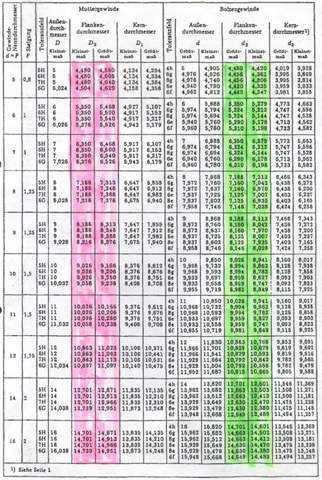
Für die toleranzen des Muttergewindes bitte untenstehende folgende Toleranztabelle verwenden:
Letztes Jahr waren es 40 Jahre, wo ich meinen ersten Lehrtag als Dreher hatte.

Danke für deine Antwort. Bei mir ist es so ich mach eine Ausbildung als Kfz Mechatroniker aber unsere Lehrer wollen das wir ein bisschen was darüber wissen
Hallo
nun ja KFZ Mechaniker mussten noch 1 Jahr Metallbautechnik mitmachen also drehen, fräsen, schleifen, Hobeln, Stossen... die mussten ja auch noch Reparieren/instandsetzen. KFZ Mechatroniker müssen gar nix mehr können als ausbauen > wegwerfen
Aber Bohren müssen Mechatroniker Können/verstehen schliesslich gehen die KFZ Mechaniker jetzt alle langsam in Rente.... also kanns dann keiner mehr und das Autohaus muss das fremdvergeben oder einen externen Dienstleister einholen. Wenn du mal in denn USA arbeitest dort ist das seit denn 1980er schon der Fall. Immer wenn die Mechatroniker nicht weiterkommen wird ein "KFZ Mechaniker". Maschinebauer oder ein Mexikaner für denn Job geholt das ist billiger als Mechatroniker weiterzubilden. Ich war mal in denn 90er GAST-Schrauber in einer "Autotuningwerkstatt" in denn USA und die haben Bauklötze gestaunt als ich ganz selbstverständlich Bohrer auf einer Schruppscheibe auf der Flex für Edelstahl umgeschliffen hab damit ich die mit der 500 Watt "Handbohrmaschine" nutzen konnte.
Hallo
wenn du nicht austauschbarer Teiletauscher werden willst dann musst du mehr lernen als im Lehrplan. Wenn du nicht für denn Job "brennst" und "alles" auch unnötige Wissen willst dann fehlt dir der Antrieb um mal Meister oder Techniker zu werden und die Flexibilität oder das Können um mal mehr zutun/konnen als das was die Industrie will. Sprich Motorsport, Tuning, Restauration ist all das wo Mechatroniker wertlos sind bzw maximal zum Putzen und aushelfen beschäftigt werden.
Das generele Problem bei Mechatronik Azubis ist die sind die "Grössten" und "Besten" mit dem Maulwerk aber dahinter ist keine Substanz. Und alle wollen die Tollen Autos fahren oder gar tunen und scheitern schon daran einen Tretroller zu reparieren weil der keine OBD Diagnose hat.
Was wirst du mal machen wenn du an einem Maserati Bora mit V8 das Ventilspiel einstellen sollst an einem Damler Benz M116 V8 das Ventilspiel einstellen musst und die Steuerkette nachspannen oder an einem Porsche 911 Carrera RS die Einspritzpumpe aus/einbauen musst und danach Drosselklappen Grundeinstellung machen musst bzw hast du schon mal an einem VW Käfer einen regulären Service gemacht die Schmiernippel durchgefettet, das Venstspiel kontrolliert/eingestellt, das ölsieb ausgfebaut und gerinigt, denn unterbercherkontakt ernuert und eingestellt sie 4 Kerzen rausgefummelt und reingeschraubt ohne dabei das Gewinde zu zerstören ?
In guten KFZ Berufsschulen kommt irgendwann wann der Oldtimer/Youngtimer wo dann um 75% meinen was soll der alte dreckige Scheiss vom Schrottplatz und man weis diese Jungs sind nicht mehr lange im Job bzw die Nieten die nie mehr machen als Service.
Also wenn bei deiner Ausbildung eine Schrottkare zum kaputtbasteln auftaucht leg loss und wedel wie ein junger Hund mit dem Schwanz weil im Bereich "Schrottkarren" wird schon lange am meisten verdient und kann man am meisten erleben.
Und wer Schrottkare kann der kann auch Motorsport, Restauration, Prototypenbau. das ist alles nicht auf dem Lehrplan für Mechatroniker.... dafür halt der MOST BUS bzw das Entertainmentsystem sieh mal nach die wievielten Generation LIN/MOST BUS wir haben und ob heute in irgendeinem Auto der MOST Bus Standard 1.0 mit Selbstanmeldung funktioniert (DAS ist eine Mechatronikerfrage der muss das Wissen).
Und jetzt überleg mal was macht man mit dem MOST Bus Know how im Motorsport oder bei Autos vor 2000 und überleg mal was bringt das MOST Bus Know How Real wenn am Ende jeder Hersteller seine eigene Suppe kocht und man am Ende nur Teil ausbauen/erneuern kann weil kein Mechatroniker weiss/versteht wie das Funktioniert. Dein Job besteht darin dafür zu sorgen das man das defekte Teil im Mostbus festnagelt weil sonst müsste man alles erneuern (das BMW Prinzip man erneuert zuerst das teuerste Bauteil abwärts und 5000€ später landet man bei dem losen Kabelschuh am Massepunkt,,,)
... da die meiste Kraft beim Vorschub von der Querschneide verbraucht wird.
nicht wenn die seele freigeschliffen ist ... by the way - das wurde bereits anfang der 70er jahre praktiziert als ich im maschinenbau und werkzeugbau bohrer schleifen lernte - und es wurde selbst mit dem groessten verfuegbaren bohrer -d 80mm- selbst in hochlegierte staehle -120 kg/mm2- ins volle gebohrt ... ;-)
Zudem sollte dann ein Gewindebohrersatz genommen werden, da bei einem Maschinengewindebohrer die auftretenden Kräfte zu groß sind
wohl kaum - genau dafuer sind maschinengewindebohrer ausgelegt ... gegebenenfalls ist der anschnitt verlaengert wie etwa z.b. fuer flach oder trapezgewinde
Wenn ein Hartmetallboher werwendet werden würde, dann dürftest du nicht vorbohren, bei HSS ja.
???
Hallo
"Freischliffe" gibt es seit es Edelstahl gibt aber es war bis in die 1940er "Geheimwissen" des Gewerks weil das fürs die militärische Produktion gebraucht wurde. Wer das Know How nicht hatte brauchte länger für das selbe Produkt und versenkte mehr Geld darin.
So lange konnte man auch keine fertig geschliffen Bohrer kaufen/bestellen. HSS E Bohrer gabs erst ab denn 1960er in denn Preislisten (Zumindest beim Hahn und Kolb) vorher gab es dass nur als Frässer. Und heute kostet ein 25er Satz 1-13 im Baumarkt aus China um 10€ vor 50 Jahren hat der 25 Satz um 1500DM gekostet dafür gabs schon Motorräder oder eine Waschmaschine zu kaufen.
Die Amerikaner haben 30 Jahre gerätselt wie die Russen grosse Bauteile für Flugzeuge und U Boote aus "massiven" Titan herstellen konnten ein deutsches Ingenieuerteam hat dass dann ausgetüfftelt so das die Amerikaner auch so was herstellen konnten (für die SR71 und die NASA). Als dann die MIG 25 Foxbat 1976 in Japan landete war man dann nach der Analyse überrascht das die Russen eine andere Technik angewandt haben die viel Grobschlächtiger und wesentlich teuerer war und nur funktionierte wenn man Patrioten/Idioten oder Zwangsarbeiter hat.
Zudem sollte dann ein Gewindebohrersatz genommen werden, da bei einem Maschinengewindebohrer die auftretenden Kräfte zu groß sind
wohl kaum - genau dafuer sind maschinengewindebohrer ausgelegt ... gegebenenfalls ist der anschnitt verlaengert wie etwa z.b. fuer flach oder trapezgewinde
Wenn ein Hartmetallboher werwendet werden würde, dann dürftest du nicht vorbohren, bei HSS ja.
???
was hat das damit zu tun???
Du hast geschrieben das du mit dem 14er direkt ins Material bohren willst. Das könnte problematisch werden. Ebenso lässt die Aufgabe offen, ob du mit der Maschine schneiden willst. Wenn ja, dann kannst du einen Maschinengewindebohrer nehmen. Auf einer Säulenbohrmaschine wäre ich ein wenig vorsichtig
Du hast geschrieben das du mit dem 14er direkt ins Material bohren willst.
natuerlich - ist gaengige praxis
Das könnte problematisch werden.
keineswegs - vorbohren ist problematisch
Ebenso lässt die Aufgabe offen, ob du mit der Maschine schneiden willst. Wenn ja, dann kannst du einen Maschinengewindebohrer nehmen.
ich verwende ausschliesslich maschinengewindebohrer - habe noch nie etwas anderes eingekauft ... selbstverstaendlich auch fuer handgebrauch
und wovon sprichst du hier?
Wenn ein Hartmetallboher werwendet werden würde, dann dürftest du nicht vorbohren, bei HSS ja.
Hallo
das kommt nicht von mir, die Zitterfunktion landet irgendwie im Falschen Ast.
Die Ständerbohrmaschine hat nur einen Drehzahlbereich bis runter auf 550/min ist also viel zu schnell für Maschinengewindebohrer direkt im Futter (Aber mit einer Wendereduktion im Futter) dann kommt noch die Frage Sackloch oder Durchgangsloch. Wem schon mal ein Gewindeschneider im Bohrloch abgebrochen ist der weiss das es einem denn Tag versaut bzw meist das Werkstück Ausschuss ist. Bein teueren Werkstücken (zb Motorblock oder Querlenker) rechnet sich zb Drahterodieren
Da hast du Recht. Früher hatten wir so eine Art Erodiermaschine, mit der man die Bohrer dann heraus gebracht hat. Eine Schönheit war die Oberfläche der Bohrung dann nicht mehr, aber noch verwendbar. Zudem sind kleinere Gewindebohrer schon gefählich genug, wenn deren Trümmer herum fliegen. Erst recht bei einem M16. Die Erodiermaschine war übrigens nicht sehr groß. Etwa die Größe einer Säulenbohrmaschine. Mit Schutz und so, wegen der Flüssigkeit.
Hallo
Drahterodierer... man konnte auch Plasma schneiden
Also M16 kommt an Autos selten vor bzw nur als Feingewinde (zb bei Radbolzen) insofern hat ein KFZ Mechatroniker mit der Grösse nichts zu tun ausser er muss mal denn abgerissenen Kugelkopf in einem Porsche 911 RS Aluquerlenkern instandsetzen (der kostet inzwischen 6000€ gebraucht). Im Bereich NKW ist M16 häufger anzutreffen
Aber zb die Bohrlöcher für Sicherheitsgurtgewinde sind um 18mm und als Mechatroniker darf/muss man oft abgerissene Stehbolzen oder auch Zuganker im Bereich von M6 bis M12x1,5 ausbohren. M6 bis M10 sind die Grössen bei Abgaskrümmern und Turboladern. M12 bis M16x1,5 findet man bei Motor/Getriebeträgern, Achsteilen. Ich denke da nur an die "spassigen" obere Querlenkerschraube in denn Audi 4 Querlenker Vollaluachsen. Bei Audi wird einfach das komplette Bauteil demontiert und "weggeworfen" weil dort nur Mechatroniker arbeiten die völlig "überfordert" sind eine abgerissen hochfeste (14.9) HV Schraube aus einem "weichem" Aluteil rauszubohren bzw man kann nicht die Arbeitskonsistenz garantieren. Für fast 1000€ Ersatzteilkosten kann man auch extern Drahterrodieren lassen und spart sich um 800€. Aber für denn Job muss man dann auch "garantieren" im KFZ Bereich gelten Aluquerlenker als "Wegwerfteile" weil man die Lastzyklenauslegung durch denn Verschleisspunkt auf der "sicheren" Seite hält bevor es Sprödbrüche gibt. Man muss dann gebrauchte Teile fluxen und "Shootpeenen" um dass abzusichern und auch das kostet Zeit/Geld so das Neuteile in die Rentabilitätszone kommen (Zumindest für Audi). Aber Audi macht im Prinzip das selbe wie Daimler oder BMW es ist "Stand der Technik".
Hallo
1.) bei M16 Regelgewinde ist die Steigung ja Bekannt (Ansonsten DIN 13 im Tabellenbuch) das Problem ist um von 6mm Vorbohrung direkt auf Kernlochdurchmesser aufzubohren ob die Schnittleistung der Bohrmaschine dafür ausreicht. Dazu fehlt aber die Materialangabe kannst ja fleissig für Edelstahl/Baustahl/Alu rechnen.
2.) aber die Schnittleistung ist gegeben dann musst du anhand der Tabelle für die folgende Frage ermitteln oder du rechnest das per Taschenrechner aus und kommst so auch zum Ergebnis, man könnte das auch im Kopf rechen... indem man PI vereinfacht mit 3 ansetzt also 26 Meter/Minute ergibt bei welchem Durchmesser welche Drehzahl ?. Die meisten Ständer Bohrmaschinen haben Tabellen angebracht daher ist wichtig die Tabelle zu verstehen um Verschleiss und/oder Unfälle zu vermeiden, also du gehst unten auf denn Bohrerdurchmesser fährt dann mit dem Finger auf der Line hoch (oder legt das Smartphone als Lineal an) bis 26Meter und liesst die Drehzahl seitlich Rechts ab
3.) braucht Praxis auf einer Ständerbohrmaschine in einem Schraubstock ist das machbar mit einer Handbohrmaschine auch,,,, aber riskant bzw man rechnet einfach aus wie lange der Hebel an der Bohrmaschine sein muss damit die nicht "aufgewickelt" wird oder sucht die Vorschriften der UVV raus. Ab 13mm darf man nicht mehr frei Handbohren wenn man keine Querscheindung hat (also grösser als etwa 10% vorgebohrt ist).
ob die Schnittleistung der Bohrmaschine dafür ausreicht
ergibt sich aus der niedrigsten drehzahl die fuer WS bohrer in st60 ausgelegt
das drehmoment wird kaum vom vorbohren beeinflusst sondern vom nenndurchmesser der kritische punkt ist wenn das werkzeug das werkstueck durchdringt -> axialspindelluft und freiwinkel bewirken ein 'festhaken'
Hallo
ich habe 1000e Löcher bis 1" Durchmesser in Edelstahlbleche mit Handbohrmaschinen gebohrt oder aufgeschält (Fein und Metabo funktionierte dafür am Besten) teilweise in Zwangslage und da man nicht per Magnetfuss arbeiten konnte wurde ein Hebelsystem angebaut mit Rückdämpfer und Fangketten an Saugnäpfen. Der "Verbesserungsvorschlag" brachte mir um 1000DM (10% der Einsparsumme im ersten Jahr die "Idee" gehörte aber dann meinem ehemaligen Arbeitgeber der das "geschützt" und weiterverkauft hat bzw wegen zu wenig "Erfindungshöhe" ging das nicht weiter)
Das besten ist immer das die Lehrlinge Praxis bekommen und sehen wie schnell es einem "Wickeln" kann vor allem beim Bohren in Blech. Man macht erst mal eine "Vorführung" damit die Jungs und Mädels gewarnt sind. Es gibt dafür auch Lehrfilme von denn BGs.
Das üblere ist denn Frischlingen das Bohrgefühl für HSS E Bohrer zu vermitteln und das es riskant wird wenn der Bohrer sich selber reinschraubt und man dann genau dosieren muss. Nach 10-20 Löchern haben es die meisten kapiert dann gibt es auch genug Bruch um am Schleifbock das Bohrerschleifen und die Details/Tricks beim Schliff zu vermitteln.
professioneller Weise----------- usw. Grammatik nicht dein Ding, oder?