CNC Programm?
Ich bearbeite folgende Aufgabe und verstehe die Lösung nicht:
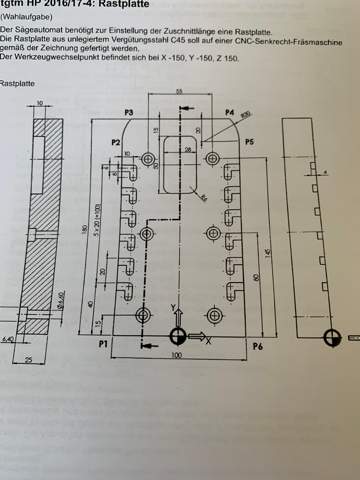
6 Die sechs L-förmigen Nuten auf der linken Seite der Rastplatte sollen mit einem Unterprogramm hergestellt werden. Das Werkzeug T01 ist bereits eingewechselt Und steht am Werkzeugwechselpunkt.
6.1 Schreiben Sie den CNC Programmteil bis zum Aufruf des Unterprogramms.
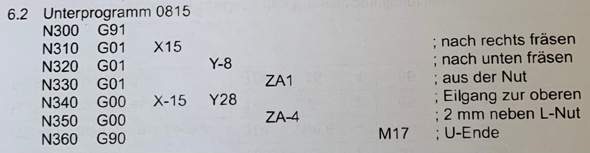
6.2 Entwickeln Sie das Unterprogramm

Ich kann nicht nachvollziehen, was in der Lösung gemacht wurde.
Hier mein Programm
N.. G00 X-54 Y17
N.. Z-4
N.. G41 X-51
N.. G22 L123 H6
Hier mein Unterprogramm:
N.. G01 YI 20
N.. X-40
N.. YI -8
N.. YI +8
N.. -51
N.. M17
Kannst du die Lösung nachvollziehen und wäre meine Lösungen auch richtig?
Dankeschön :)
2 Antworten
Komme aus der Heidenhain Welt deshalb kenn ich mich damit auch nicht so sonderlich gut aus (da funktioniert das etwas anders), aber sieht so aus als wären die in der Lösung irgendwie von Inkrementalen Koordinaten ausgegangen. Aber dann müsste das ja da stehen. Deshalb kann ich das auch nicht ganz nachvollziehen.
Deine Lösung sieht von dem was ich verstehe richtig aus ;)
LG
Ja, die Bemaßung ist inkremental, und macht für ein Unterprogramm natürlich auch Sinn, sonst müsste man ja die Werte für jede weitere Nut aufrechnen.
Komme leider aus der Mazak-Welt und hab daher auch nur rudimentären Einblick.
So grob beim Überfliegen kann ich das nachvollziehen, ja.
Das Unterprogramm ist, bis auf die Z-Werte, inkremental verfasst. Am Ende des Unterprogramms verfährt das Werkzeug auf den y-Startpunkt der nächsten Nut.
Programmiert ist ohne Werkzeugradiuskompensation.
Jetzt zu deinem Programm:
Du benutzt die Werkzeugradiuskompensation, aber programmierst bei X40 und sämtlichen Y-Werten auf Werkzeugmitte.
Mit angewählter Schneidenradiuskompensation kannst du nicht einfach in Y ins Minus und dann auf demselben Weg wieder ins Plus fahren. Der Fräser würde um den Durchmesser versetzt zurückfahren.
Bei der Rückkehr auf -51 hast du das X vergessen.
Etwas ungewöhnlich ist auch deine Art, das Werkzeug vor der Nut zu platzieren. Du machst 17mm im Hauptprogramm und die übrigen 20mm im Unterprogramm. Das ist recht unübersichtlich, aber ich verstehe, dass du damit den Anfahrweg zur nächsten Nut schreiben willst. Das ist nicht falsch, nur eben etwas ungewöhnlich. Ich mach das gemeinhin immer am Ende des Unterprogrammes.
Nur als Hinweis, ich arbeite hauptsächlich in Mazatrol, kann also sein, dass ich paar Sachen vergessen habe.
Die Anwendung von Yi ist aber korrekt, würde ich auch so machen. Und dein Programm würde funktionieren, wenn du G41 durch G40 ersetzt.